Гидравлический трубчатый Бендер

2020-09-18 22:40:14
Круговой гидравлический Бендер толкает шестерню через цилиндр, приводя шестерню для вращения изгиба. Это гидравлическое изогнутое оборудование экономично и эффективно, управление углом через цифровое управление кодером, точность изгиба для обычных продуктов также может быть гарантирована. Более уязвимы для изменения температуры масла, изменения скорости, зазора зубчатой рейки и других условий и влияют на точность изгиба.
Оборудование может изгибать бесшовные круглые трубы разных диаметров, круглые трубы из нержавеющей стали, медные трубы и т. Д. Химические трубопроводы, промышленные шахты, производство предварительно захороненных пожарных круглых труб и другие отрасли промышленности для обработки большого количества труб.
Устройство имеет прочный механизм, занимает небольшую площадь, имеет хорошее чувство пространства.
При использовании изгиба машины не требуется процесс нагрева или наполнения песком, в зависимости от различных потребностей может быть холодное изгибание. Изгибаемые изделия имеют характеристики гладкой дуги, ясности, малой деформации и так далее.
Конструкция машины проста, многофункциональный Бендер работает гибко и удобно, длительное время использования, оснащен большим количеством форм. Имеет многофункциональную функцию. Может быть выполнена обработка круглых труб диаметром 76 мм, 89 мм, 100 мм, 108 мм, 114 мм, 125 мм, 133 мм, 140 мм, 150 мм, 159 мм, 165 мм, 200 мм, 219 мм, 250 мм, 273 мм, 325 мм.

弯管机的圆管模具的安装及调整
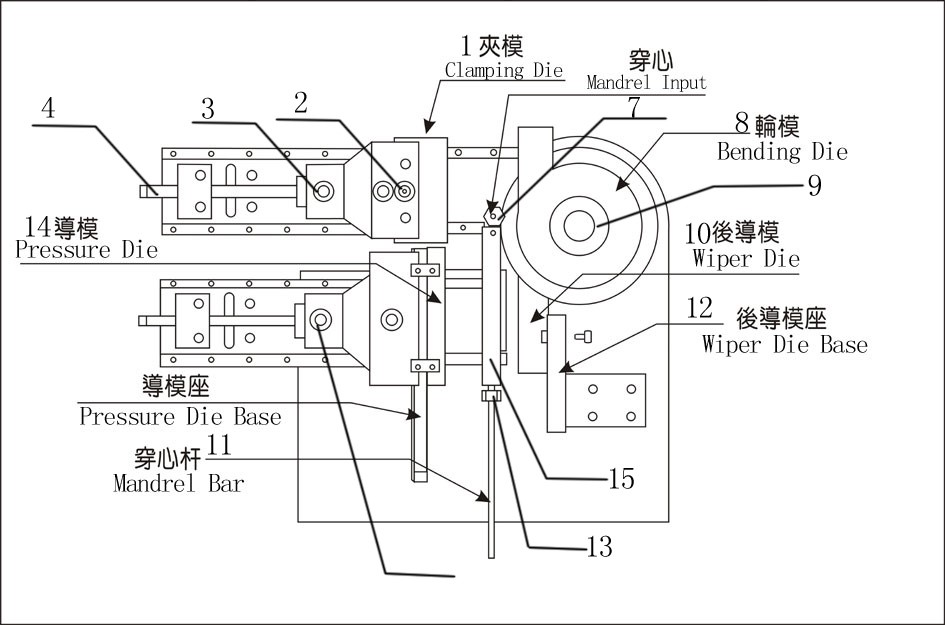
图十二夹紧模
- 夹紧模销轴
- 夹紧模座固定螺丝
- 夹紧模调节螺杆
- 压料模套固定
- 压料模套调节螺丝
- 芯棒杆珠子
- 弯管模
- 弯管模锁紧并帽
- 防皱板
- 芯棒杆
- 防皱板座
- 芯棒杆固定螺母
- 导模
- 芯棒
- 弯管模的安装(参照图十二)以顺时针方向将弯管模锁紧并帽(9),松开取下,换上所需之弯管轮模后锁紧弯管模锁紧并帽即可。
- 主夹模的安装(参照图十二)
- 取出主夹模肖轴(2),换上所需之夹紧模,肖轴插入即可,松开夹紧模座固定螺栓(3),用手动模式画面操作主夹夹紧,转动夹紧模调节螺杆再向前移动1/3圈或1/2圈。锁紧夹紧模座固定螺丝即可。
- 导压模的安装(参照图十二)装上导模,同上述方法基本相同,但调整的夹紧力比主夹模稍松一点,当出现管材内皱,将压料模套调节螺丝往前移动约1/4圈后,试弯直至不出现内皱为止。特别注意试弯时辅推前进速度必须与弯管速度同步。
- 芯棒杆及芯棒油缸座的安装及调整(参照图十二)芯棒珠子(7)安装于芯棒杆(11),芯棒杆拧入芯棒(15)上,芯棒接入芯棒油缸的十字接头上,一般的调整方法是芯棒杆的前端应超过弯管模中心切点2~5mm(应视弯管模直径大小而定,直径大即超过切点得距离长一点,直径小反之),芯棒油缸座安装于芯棒油缸导轨上,芯棒油缸导轨上有一刻度尺,指针所示尺寸即为弯管模半径尺寸,所以说更换弯管模,芯棒油缸座也应进行调整。
- 防皱装置的安装(参照图十三)防皱板(10)固定在防皱座(12)上,防皱板圆弧座紧贴在弯管模(8)上,防皱板后端与导模的平行度应相差1º~2º。以减少防皱板与工件的摩擦力。
Динамика компании
- 2020-11-04
Два сервопривода автоматических труборезов отправлены в Сычуань Лэшань
2020-11-04Два сервопривода автоматических труборезов отправлены в Сычуань Лэшань
2020-11-04Бендер животноводческого оборудования доставлен клиентам в Хэнань
2020-10-21Бендер животноводческого оборудования доставлен клиентам в Хэнань
2020-10-2138NC Гидравлический Бендер отправлен дистрибьютору Хэфэй в Аньхой
2020-10-1238NC Гидравлический Бендер отправлен дистрибьютору Хэфэй в Аньхой
2020-10-12130 Гидравлический Бендер отправлен в Шаньдун Вэйфан
2020-09-22
Промышленная информация
Бендер с ЧПУ поддерживает высокоточные методы работы машины
2022-06-19Внимание при обработке труб
2022-06-19Выбор способа изгиба труб и меры предосторожности
2022-06-19Презентация трехосного сервопривода с ЧПУ
2022-06-19Обоснованность конструкции изделий
2022-06-19Как улучшить качество обработки
2022-06-19Как внедрять ключевые технологии с ЧПУ
2022-06-19Поговорим о преимуществах автопогрузчика
2021-05-17





















Дружба Ссылки :Таблетки из нержавеющей стали Обработка магниевых сплавов резак с ЧПУ арматурно - роликовая машина обезвоживающий грохот Фторированная установка центробежный насос для очистки воды Полностью автоматическая формовочная машина Подшипники MRC в США Магнитный сепаратор пневматический конвейер Устройство сетевого контроля линий Производитель промышленных клапанов Высокоскоростной пресс Бошанский насос Трубка frpp редуктор с жесткими зубчатыми колесами Паровая турбина Твердотельный редуктор Электрический барабан Промежуточный насос 316l Нержавеющая сталь Дизельный генератор Подъёмник с постоянным магнитом Подъёмный кран Производитель автоматических пескоструйных машин Машина для испытания на кручение Чистый сарай Транспортное окно Дизайн лыжного курорта Производитель противоударных устройств Обработка органических выхлопных газов Производитель электрошкафов Цилиндр наддува бетономешалка Стационарная земснарядная станция
版权所有 @禾安智能
苏ICP备2023009394号 禾安智能
Все права защищены © 禾安俄语
Техническая поддержка:黎夕CC