Описание технологии автоматического производства труб

2020-08-02 22:50:53
- Спецификация продукта 24 * 24 квадратные трубки, одна труба для 4 изгибов, содержит 2 значения R, один R требует набора обычных форм, набор композитных форм. Для этого требуется трехуровневое модульное оборудование.
- Ассортимент продукции один, большие партии. В зависимости от производственной ситуации клиента, часто 24 часа без остановок, оборудование оснащено масляными холодильными установками, постоянная температура масла. В то же время устанавливается функция сигнализации о перегрузке двигателя и перегреве.
Кроме того, изгиб использует приводную структуру полной шестерни, не будет традиционной цепной структуры, которая легко ломается, легко рыхлеет.
- Образец трубы клиента имеет серьезные вмятины и деформации, чтобы заполнить угол изгиба, необходимо сотрудничать с изгибом сердечника.
- Клиенты хотят повысить уровень автоматизации всего производства.
С учетом вышеизложенного были разработаны следующие программы:
Схема программы:
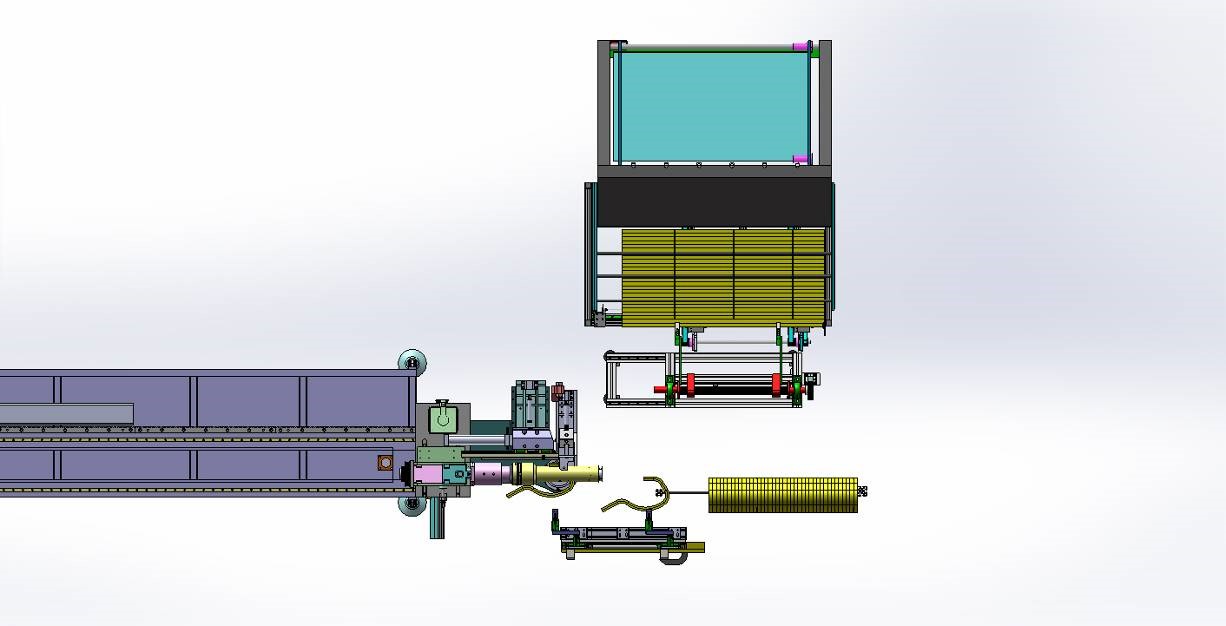
Обзор схемы: Комплект оборудования для изгибов состоит из трех блоков, соответственно, самого Бендера, зоны автоматического хранения материала на трубе и зоны автоматического отбора и размещения материала после завершения изгиба.
Краткое описание изгибающего элемента: эта часть завершает работу по изгибу трубы, ожидаемое время для одной трубы составляет около 40 секунд (так как требуется 3 смены формы).
Краткое описание зоны хранения автоматической загрузки: эта часть автоматически завершает сортировку труб, обнаружение швов и автоматическую загрузку в положение захвата изогнутого станка. Имеет функцию простоя.
Краткое описание зоны автоматического отбора и размещения материала: эта часть автоматически захватывает трубы, которые были согнуты и завершены, и перемещается в раму для сброса. Размещение труб в порядке.
Тяжелые и сложные моменты проекта: процесс пресс - формы сложный, из - за особой формы продукта, использование традиционной изогнутой формы, будет интерференция с самой трубой. Мы делали аналогичные продукты, поэтому у нас есть определенный опыт.
Схема формы:

Динамика компании
- 2020-11-04
Два сервопривода автоматических труборезов отправлены в Сычуань Лэшань
2020-11-04Два сервопривода автоматических труборезов отправлены в Сычуань Лэшань
2020-11-04Бендер животноводческого оборудования доставлен клиентам в Хэнань
2020-10-21Бендер животноводческого оборудования доставлен клиентам в Хэнань
2020-10-2138NC Гидравлический Бендер отправлен дистрибьютору Хэфэй в Аньхой
2020-10-1238NC Гидравлический Бендер отправлен дистрибьютору Хэфэй в Аньхой
2020-10-12130 Гидравлический Бендер отправлен в Шаньдун Вэйфан
2020-09-22
Промышленная информация
Бендер с ЧПУ поддерживает высокоточные методы работы машины
2022-06-19Внимание при обработке труб
2022-06-19Выбор способа изгиба труб и меры предосторожности
2022-06-19Презентация трехосного сервопривода с ЧПУ
2022-06-19Обоснованность конструкции изделий
2022-06-19Как улучшить качество обработки
2022-06-19Как внедрять ключевые технологии с ЧПУ
2022-06-19Поговорим о преимуществах автопогрузчика
2021-05-17





















Дружба Ссылки :Таблетки из нержавеющей стали Обработка магниевых сплавов резак с ЧПУ арматурно - роликовая машина обезвоживающий грохот Фторированная установка центробежный насос для очистки воды Полностью автоматическая формовочная машина Подшипники MRC в США Магнитный сепаратор пневматический конвейер Устройство сетевого контроля линий Производитель промышленных клапанов Высокоскоростной пресс Бошанский насос Трубка frpp редуктор с жесткими зубчатыми колесами Паровая турбина Твердотельный редуктор Электрический барабан Промежуточный насос 316l Нержавеющая сталь Дизельный генератор Подъёмник с постоянным магнитом Подъёмный кран Производитель автоматических пескоструйных машин Машина для испытания на кручение Чистый сарай Транспортное окно Дизайн лыжного курорта Производитель противоударных устройств Обработка органических выхлопных газов Производитель электрошкафов Цилиндр наддува бетономешалка Стационарная земснарядная станция
版权所有 @禾安智能
苏ICP备2023009394号 禾安智能
Все права защищены © 禾安俄语
Техническая поддержка:黎夕CC