инструкция по эксплуатации автоматического Бендера с ЧПУ

2020-09-08 23:34:17
инструкция по эксплуатации полностьюавтоматического Бендера с ЧПУ типа 50
В этой инструкции излагается принцип, структура, ввод в эксплуатацию, содержание эксплуатации Бендер с ЧПУ, оператор должен заранее пройти необходимую подготовку по безопасности производителя Бендер, чтобы овладеть знаниями о безопасной эксплуатации, прежде чем можно использовать и поддерживать станок.
Каталог инструкций по использованию полностью автоматического Бендера с ЧПУ:
I. Внешний вид оборудования
II. Технические параметры оборудования
III. Функции и характеристики станка
IV.Принцип работы изгибов станка
V.Монтаж и настройка изгибных форм
VI. Обработка и установка станков
VII. Корректировка и эксплуатация Бендер
VIII. Повседневное обслуживание и меры предосторожности
IX. Общие неисправности механической и масляной частей Бендер и способы их устранения
X. Руководство по эксплуатации полностью автоматизированных систем с ЧПУ
I. Внешний вид оборудования
II. Технические параметры оборудования
|
Серийный номер |
Статья |
Единицы измерения |
Численность |
Примечания |
|
1 |
максимальный габарит |
mm |
50*2.5 |
диаметр трубы * толщина стенки |
|
2 |
Максимальный радиус изгиба |
mm |
200 |
|
|
5 |
Максимальный угол изгиба |
Deg |
190 |
|
|
6 |
Максимальное расстояние при однократной подаче |
mm |
2280 |
|
|
7 |
Высота центра станка |
mm |
1250 |
|
|
8 |
Максимальная скорость движения Y - координат |
m/min |
30 |
|
|
9 |
Максимальная скорость движения по координатам B |
r/min |
40 |
|
|
10 |
Максимальная скорость движения координат C |
r/min |
15 |
|
|
11 |
Точность повторного определения координат Y |
mm |
±0.10 |
|
|
12 |
Точность повторения координат B |
deg |
±0.10 |
|
|
13 |
Точность повторного определения координат C |
deg |
±0.10 |
|
|
14 |
Номинальное рабочее давление системы |
Mpa |
£14 |
|
|
15 |
мощность двигателя масляного насоса |
kw |
5.5 |
|
|
16 |
Внешний размер |
mm |
4160*960*1500 |
Длинная * ширина * высокая |
|
17 |
Вес станка |
kg |
А 1500 |
|
III. Функции и характеристики станка
50CNC трехосные трубы с ЧПУ при комнатной температуре для скручивания стержней, таких как изменение формы, также могут использоваться для изгиба профиля профиля профиля профиля сечения, такого как квадратные трубы и швеллеры.
Этот станок представляет собой тип с ЧПУ CNC, полностью автоматический Бендер, который использует компьютер промышленного управления для управления трехмерным пространственным движением. Основная передача, зажимное движение через гидравлическую систему управления, продольное движение тележки и пространственное вращение детали с помощью среднеинерционного входного сервомотора. Система ЧПУ автоматически контролирует угол изгиба, пространственный угол поворота и прямую подачу деталей и компенсирует угловую ошибку. Имеет не менее 20 изгибных шагов на изделие и не менее 500 видов емкости для хранения.
Минимальный запас труб составляет(Максимальный угол изгибаⅩπⅩR÷180+3диаметр удвоенной трубы)-(Окончательный угол изгибаⅩπⅩR÷180)。
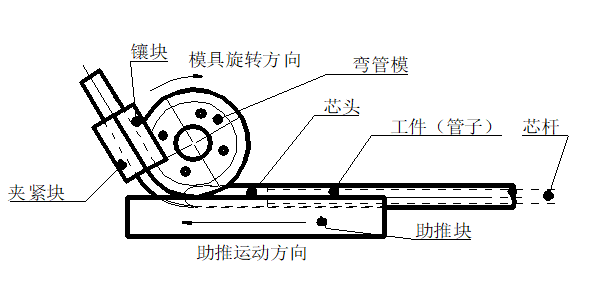
IV. Принцип работы изгибов станка
Этот станок использует метод намотанных изгибов (см. рисунок II), то есть после того, как зажимный блок и изогнутый штамп зажимают трубу, он удерживает трубу боковым толкающим ползунком, а затем вращается вместе с изгибным штампом и зажимным блоком, приводящим шпиндель, боковой толкающий ползунок перемещается цилиндром с той же скоростью, а труба запутана в круглую дугу изгибающегося штампа. Перемещение ползунка облегчает качество изгиба трубы
(Диаграмма II)
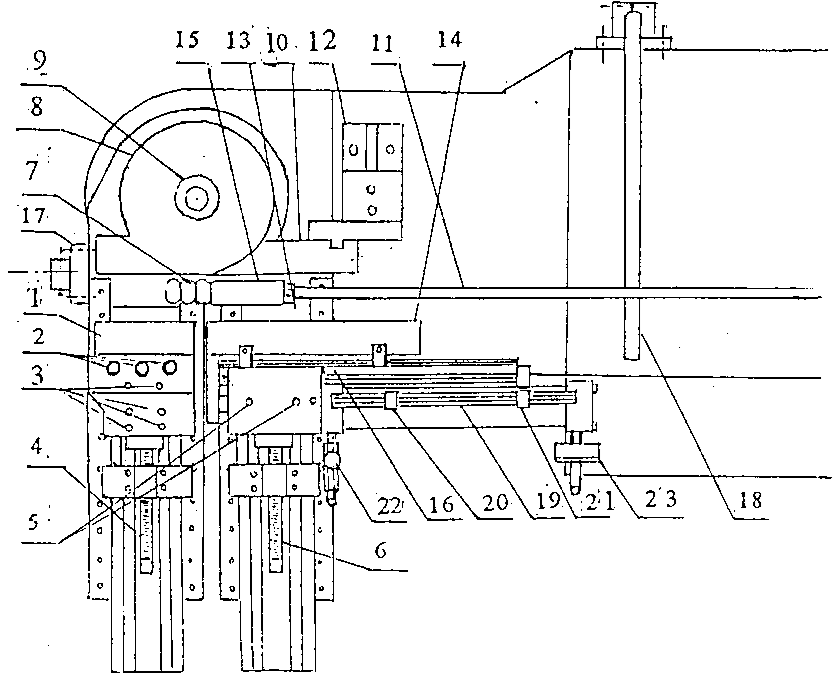
V. Монтаж и настройка изгибных форм
|
1 |
Зажимной штамп |
2 |
ось зажима |
3 |
Винт крепления кронштейна |
|
4 |
винт регулировки зажимного штампа |
5 |
винт крепления втулки пресса |
6 |
винт регулировки втулки пресса |
|
7 |
Жемчуг стержня |
8 |
коленчатый штамп |
9 |
Зажим штампа изгиба |
|
10 |
Антиморщинистый щит |
11 |
стержень стержня |
12 |
Кронштейн антиморщинистый |
|
13 |
Гайка крепления стержня |
14 |
направляющий модуль |
15 |
стержень сердечника |
|
16 |
гнездо направляющей формы |
17 |
основание упорного стержня |
18 |
опорный стержень |
|
19 |
вкладыш с упорным упором |
20 |
Предел дополнительного толкания |
21 |
Вспомогательный задний предел |
|
22 |
клапан вспомогательного толкания |
23 |
манометр вспомогательной тяги |
|
|
Установка полностью автоматической формы с ЧПУ (см. рисунок выше)
Закройте штамп коленчатой трубы по часовой стрелке и закройте крышку (9), отпустите и снимите, после замены требуемого штампа коленчатой трубы, запирайте штамп коленчатой трубы и запирайте шапку.
Установка основного модуля
Удалите шплинтовый вал главного зажима (2), замените требуемый зажимный штамп, шплинтовый вал можно вставить. Отпустите крепежный болт зажимного станка (3), используйте экран ручного режима для управления зажимом главного зажима, поверните винт регулировки зажимного штампа (4), переместите вперед к зажиму зажима зажимного штампа в коленчатый штамп, затем нажмите на главный зажим, поверните зажимный штамп, чтобы отрегулировать винт, а затем переместите вперед на 1 / 3 или 1 / 2 круга. Застегните крепежное крепление сиденья модуля и закрепите винт.
Монтаж направляющих модулей
Установите направляющий модуль, который в основном такой же, как и вышеуказанный метод, но регулируемое зажимное усилие немного свободнее, чем основной зажимный модуль, при возникновении морщин в трубе, после перемещения регулирующего винта втулки прессового модуля вперед примерно на 1 / 4 круга, попробуйте изгиб до тех пор, пока не появится внутренняя морщина. Особое внимание уделяется тому, что при испытании на изгиб скорость движения при дополнительном нажатии должна синхронизироваться со скоростью изгиба.
Монтаж и настройка цилиндров стержней и стержней
Жемчуг стержня (7) устанавливается на стержне стержня стержня (11), стержень втягивается в стержень стержня стержня (15), стержень подключается к крестообразному соединению цилиндра стержня стержня, общий метод регулировки заключается в том, что передняя часть стержня стержня должна превышать центральную точку среза коленчатой трубы 2 ~ 5 мм (в зависимости от диаметра коленчатой трубы, диаметр большой, то есть расстояние, превышающее точку соприкосновения, небольшой диаметр и наоборот), сиденье цилиндра стержня устанавливается на направляющей цилиндра стержня, на направляющей цилиндра стержня есть шкала, Размер, указанный указателем, является радиусом изогнутого модуля, поэтому, если вы хотите заменить изогнутый модуль, сиденье цилиндра стержня также должно быть соответствующим образом отрегулировано.
Установка противоморщинных устройств
Антиморщинистая пластина (10) закреплена на антиморщинистом сиденье (12), дуговое сиденье антиморщинистой пластины плотно прилегает к изогнутому модулю (8), передняя часть, насколько это возможно, до центра колесной модели, задняя часть антиморщинистой пластины и параллельность направляющего модуля должны отличаться от 1 до 2 градусов. Чтобы уменьшить трение между антиморщинистыми пластинами и деталями.
VI. Обработка и установка станков
1. Перевозка:
Весь станок может быть подвешен стальной проволокой через дно станка. Место контакта каната с станком должно быть покрыто хлопчатобумажной пряжей или тканью чтобы не повредить поверхность тела. Во время обработки необходимо фиксировать подвижную часть, чтобы предотвратить столкновение.
2. Установка:
Станки устанавливаются для непосредственного размещения и могут корректировать уровень оборудования, регулируя железо амортизатора у подножия станка.
Взаимное расположение масляного охладителя и станка может зависеть от фактического рабочего положения.
3 Подготовка к испытаниям:
1) Перед вождением оператор должен внимательно прочитать инструкции и ознакомиться с мерами безопасности, эксплуатационными характеристиками и эксплуатационными нормами станка.
2) Подключите кабель между операционной коробкой и узлом.
3) Добавьте гидравлическое масло в гидравлический бак к середине масляного знака.
4) В вращающийся корпус и коробку передач добавляется механическое масло № 20 к середине масляного знака.
5) Линейные направляющие ползунки и различные масляные стаканы впрыскиваются смазкой.
6) Проверьте наличие инородного тела на траектории движения движущейся части и вокруг нее.
7) После включения питания нажмите кнопку запуска гидравлического двигателя (MOTOR) и быстро нажмите кнопку аварийной остановки (FSTOP), наблюдая, соответствует ли рулевое управление двигателя знаку рулевого управления, а если нет, отрегулируйте кабель питания для повторного испытания.
8) Проверьте давление в гидравлической системе (после запуска гидравлического двигателя, нажмите сердечник электромагнитного сливного клапана с помощью соответствующего инструмента), указатель на манометре должен быть меньше 14 Мпа (обычно настроен при выходе с завода).
VII. Корректировка и эксплуатация Бендер
1. Настройка станка:
Чтобы изогнутая труба получила заданную геометрию, выберите форму в соответствии с внешним диаметром трубы, толщиной стенки, радиусом изгиба и отрегулируйте соответствующие компоненты.
1) Угол изгиба:
В зависимости от потребностей пользователя на экране действия можно ввести нужный угол (см. инструкцию по электроприбору).
2) Настройка зажимного, бустерного скейтбордингового механизма:
Зажим труб и разгон этого станка используют механизм усиления шатуна. Чтобы обеспечить самоблокировку в зажимном состоянии, можно сначала ослабить механизм зажима трубы, проволочный стержень бустерного механизма, в ручном режиме поставить два механизма в зажимное положение, а затем затянуть шелковый стержень. Скорость ползунка может регулироваться односторонним дросселем, чтобы синхронизировать его с шпинделем.
3) В соответствии с выбранной трубой, пресс, отрегулируйте вращающуюся часть поперечного сдвига стержня, так что его короткая центральная линия совпадает с центром изгиба формы.
4) Корректировка хвостовой рамы:
5)Сначала отрегулируйте хвостовую раму, чтобы центр стержня совпадал с центром изгиба формы, а затем отрегулируйте проволочный стержень на поршневом стержне хвостовой рамы, чтобы головка сердечника растянулась в нужном месте.
2. Перевод станков воздушным транспортом:
1) Нажмите кнопку действия в ручном режиме, приводя соответствующий цилиндр, наблюдая за нормальным действием, не должно быть ползания, пульсации и утечки нефти.
2) Приводите тележку точечным движением по направляющей, вращайте гильзу и наблюдайте за ее гибкостью и точностью.
3) приводной зажим зажимает цилиндр, чтобы увидеть движение его втулки и надёжность зажима.
4) Выберите несколько различных углов, наблюдая в автоматическом режиме, координацию и согласованность действий различных учреждений. После того, как нижеперечисленные элементы будут нормальными, они могут быть переведены в нормальное использование.
VIII. Повседневное обслуживание и меры предосторожности
1. Машины должны регулярно обслуживаться, обслуживающий персонал должен быть образован и обучен квалифицированным персоналом.
2.Проверьте, является ли давление в системах давления масла нормальным.
3. Трубопровод изогнутой руки, линия не может касаться земли.
4. Гидравлическое масло для периодической проверки топливного бака должно достигать уровня масла более 80%.
5. Температурный индекс уровня масла не должен превышать 60°C.
6. В место зацепления приводной шестерни и рейки необходимо регулярно добавлять смазку.
7.В части скольжения или вращения необходимо регулярно добавлять смазку.
8, при работе ниже 5°C, обратите внимание, что вода не должна замерзать.
9.Магнитные объекты не должны приближаться к сервомотору или стучаться.
10. При очистке жидкокристаллического дисплея сначала отключите электричество и не можете быть очищены жидким очистителем или сжиженным паром.
11.Не размещайте машину в месте утечки и влажности.
IX. Общие неисправности механической и масляной частей Бендер и способы их устранения
1. Если обнаружится утечка масла в цилиндре, убедитесь, что достаточно заменить уплотнительное кольцо.
2. При обнаружении недостаточного давления машины проверьте, достаточно ли положения масла в топливном баке и не слишком ли высока температура масла.
3. Когда переключатель приближения не ощущается, на дисплее будет отображаться соответствующая причина неисправности, в соответствии с показанной неисправностью, чтобы понять положение неисправности, облегчить ремонт и устранение, подробнее см. диаграмму.
4. Если угол поворота не указан, сначала проверьте, идет ли вперед цилиндр с когтями, находится ли он на месте, или проверьте, не обрабатывается ли соответствующая лапа слишком сильно.
5.Если вы обнаружите, что сервопривод не поворачивается под углом или сервомотор не подается, проверьте, есть ли код отказа сервопривода. Наиболее распространенная неисправность относится к мгновенному низкому напряжению, если вышеуказанная ситуация, пожалуйста, сначала выключите общий источник питания, после 30 секунд перезагрузки может работать, если вы не можете решить, пожалуйста, сообщите нашей компании, не снимайте ремонт без разрешения, иначе последствия будут тщеславными.
6. Если угол изгиба не установлен, проверьте, ослаблен ли крепежный винт сцепления кодера и есть ли угол входа в медленный изгиб конца.
7. Если вы обнаружите, что давление масла не отвечает на определенное действие, проверьте, не является ли соответствующий электромагнитный клапан ненормальным.
X. Руководство по эксплуатации полностью автоматизированных систем с ЧПУ
Этот абзац больше содержания, нажмите ссылку, перейдите на новую главу для инструкций.
Динамика компании
- 2020-11-04
Два сервопривода автоматических труборезов отправлены в Сычуань Лэшань
2020-11-04Два сервопривода автоматических труборезов отправлены в Сычуань Лэшань
2020-11-04Бендер животноводческого оборудования доставлен клиентам в Хэнань
2020-10-21Бендер животноводческого оборудования доставлен клиентам в Хэнань
2020-10-2138NC Гидравлический Бендер отправлен дистрибьютору Хэфэй в Аньхой
2020-10-1238NC Гидравлический Бендер отправлен дистрибьютору Хэфэй в Аньхой
2020-10-12130 Гидравлический Бендер отправлен в Шаньдун Вэйфан
2020-09-22
Промышленная информация
Бендер с ЧПУ поддерживает высокоточные методы работы машины
2022-06-19Внимание при обработке труб
2022-06-19Выбор способа изгиба труб и меры предосторожности
2022-06-19Презентация трехосного сервопривода с ЧПУ
2022-06-19Обоснованность конструкции изделий
2022-06-19Как улучшить качество обработки
2022-06-19Как внедрять ключевые технологии с ЧПУ
2022-06-19Поговорим о преимуществах автопогрузчика
2021-05-17





















Дружба Ссылки :Таблетки из нержавеющей стали Обработка магниевых сплавов резак с ЧПУ арматурно - роликовая машина обезвоживающий грохот Фторированная установка центробежный насос для очистки воды Полностью автоматическая формовочная машина Подшипники MRC в США Магнитный сепаратор пневматический конвейер Устройство сетевого контроля линий Производитель промышленных клапанов Высокоскоростной пресс Бошанский насос Трубка frpp редуктор с жесткими зубчатыми колесами Паровая турбина Твердотельный редуктор Электрический барабан Промежуточный насос 316l Нержавеющая сталь Дизельный генератор Подъёмник с постоянным магнитом Подъёмный кран Производитель автоматических пескоструйных машин Машина для испытания на кручение Чистый сарай Транспортное окно Дизайн лыжного курорта Производитель противоударных устройств Обработка органических выхлопных газов Производитель электрошкафов Цилиндр наддува бетономешалка Стационарная земснарядная станция
版权所有 @禾安智能
苏ICP备2023009394号 禾安智能
Все права защищены © 禾安俄语
Техническая поддержка:黎夕CC